INTRODUCCIÓN
En estos tiempos, se escucha con frecuencia frases como: “gran parte de la competitividad de la empresa reside en el bienestar del empleado”; “administrar con las personas, en lugar de administrar personas”; pero más allá de ser frases trilladas, la experiencia ha demostrado que una buena parte del éxito del empleado en el desempeño de su trabajo viene dado por su grado de adaptación al puesto y al entorno.
Es por eso que las organizaciones avanzadas buscan equilibrar la armonía del trabajador con la competitividad de la empresa, por lo que, encontrar un acoplamiento óptimo entre empleado y puesto de trabajo es un objetivo que debe ser establecido desde el principio. “Para que los profesionales estén motivados y trabajen a pleno rendimiento, uno de los requisitos es que se encuentren cómodos, en el sentido más amplio de la palabra, en su puesto de trabajo. Además, la motivación y muy especialmente su antónimo, la desmotivación, son sentimientos que se irradian, contribuyendo a forjar un determinado clima laboral que repercute exponencialmente en la productividad de toda la organización”. Por lo tanto, la adaptación del puesto de trabajo no responde a fórmulas mágicas sino que es el resultado de la confluencia de multitud de factores que tienen que ver con un buen diseño, análisis y descripción de puestos.
“El mejor diagnóstico es aquel que responda al diseño óptimo de cada plaza ocupacional, analizada individualmente, y que permita al conjunto de la organización alcanzar la armonía y el máximo rendimiento”.
Efectivamente, las nuevas teorías de gestión han demostrado la ineficacia de las ideas tradicionales que el mundo de la empresa tenía equivocadamente asumidas. La productividad ya no es sinónimo de tiempo que se pasa en el puesto de trabajo, ahora, la tendencia mayoritaria sitúa a la persona por delante de la organización y, por ello, que el trabajador desempeñe su labor óptimamente y, en este afán, la simbiosis entre persona y puesto clave.
BASE CONCEPTUAL
Actualmente, el concepto de puesto o cargo también se ha visto afectado por la globalización y las exigencias del mundo moderno. Esto quiere decir que, no son estables, estáticos ni definitivos; todo lo contrario, están en constante cambio para poder adaptarse a las permanentes transformaciones tecnológicas, económicas, sociales, culturales y legales. “una unidad de la organización, cuyo conjunto de deberes y responsabilidades lo distinguen de los demás cargos. Los deberes y responsabilidades de un cargo, que corresponden al empleado que lo desempeña, proporcionan los medios para que los empleados contribuyan al logro de los objetivos en una organización. Un cargo se define como: “la reunión de todas aquellas actividades realizadas por una sola persona que pueden unificarse en un solo concepto y ocupan un lugar formal en el organigrama”. Utilizando el termino cargo como equivalente de puesto lo define: “un cargo constituye una unidad de la organización y consiste en un conjunto de deberes que lo separan y distinguen de los demás cargos. La posición del cargo en el organigrama define su nivel jerárquico, la subordinación, los subordinados y el departamento o división donde está situado”.
DISEÑO DE PUESTOS
Considerando que cada puesto necesita diferentes conocimientos, cualidades y niveles de habilidad, es necesaria una planeación efectiva de recursos humanos que tome en cuenta estos requerimientos para los puestos. Para ello, los directivos de hoy en día debieran invertir más de su tiempo preparando equipos de trabajo responsables del diseño de puestos claves en la empresa. Muy pocas empresas tienen presente que también el puesto de trabajo requiere diseño y una perfilación viable para la persona que lo detenta. Un diseño del puesto de trabajo erróneo es fuente principal de desmotivación, insatisfacción y baja productividad de los recursos humanos .“el diseño de puestos consiste en determinar las actividades específicas que se deben desarrollar, los métodos utilizados para desarrollarlas, y cómo se relaciona el puesto con los demás trabajos en la organización”. “el diseño del cargo es la especificación del contenido, de los métodos de trabajo y de las relaciones con los demás cargos para cumplir requisitos tecnológicos, empresariales, sociales y personales del ocupante del cargo”. Como se puede apreciar estas definiciones se relacionan en contenido, pero se hallan algo pobres. A continuación, mencionaremos a otros autores que tratan el tema desde una óptica algo más amplia. También se describe el diseño de puestos como: “proceso de organización del trabajo a través de las tareas necesarias para desempeñar un cargo específico”. “el diseño de puestos de trabajo es el procedimiento metodológico que nos permite obtener toda la información relativa a un puesto de trabajo”. Así mismo, Chiavenato en su libro Gestión del Talento agrega: “el diseño de los cargos es el proceso de organización del trabajo a través de las tareas necesarias para desempeñar un cargo específico. Incluye el contenido del cargo, las calificaciones del ocupante y las recompensas de cada cargo para atender las necesidades de los empleados y de la organización”.
Analizando el conjunto de concepciones aquí citadas, sacamos como conclusión que, el Diseño de Puestos de Trabajo es un proceso de organización del trabajo que tiene como objetivo estructurar los elementos, deberes y tareas de los puestos de una organización, atendiendo el contenido, requisitos, responsabilidades, condiciones, calificaciones y recompensas de los ocupantes, para lograr que el desempeño de los puestos ocupe un lugar en la oferta de valor que se desea brindar al cliente.
ANÁLISIS Y DESCRIPCIÓN DE PUESTOS
 “el análisis de puestos es un proceso sistemático de recolección de información para tomar decisiones respecto a los puestos. El análisis de puestos identifica las tareas, los deberes y las responsabilidades de determinado puesto. El análisis de puestos según Mondy y Noe (1997) es: “el proceso sistemático de determinar las habilidades, deberes y conocimientos necesarios para desempeñar puestos en una organización. Es una técnica esencial siempre presente de recursos humanos, que proporcionará datos sobre los requerimientos del puesto que más tarde se utilizarán para desarrollar las descripciones de los puestos y las especificaciones del puesto”.
“el análisis de puestos es un proceso sistemático de recolección de información para tomar decisiones respecto a los puestos. El análisis de puestos identifica las tareas, los deberes y las responsabilidades de determinado puesto. El análisis de puestos según Mondy y Noe (1997) es: “el proceso sistemático de determinar las habilidades, deberes y conocimientos necesarios para desempeñar puestos en una organización. Es una técnica esencial siempre presente de recursos humanos, que proporcionará datos sobre los requerimientos del puesto que más tarde se utilizarán para desarrollar las descripciones de los puestos y las especificaciones del puesto”. El mismo autor, propone desarrollar el análisis de puestos cuando:
Ø Se funda una organización y se inicia un programa de análisis de puestos por primera vez.
Ø Se crean nuevos puestos.
Ø Se modifican de manera significativa los puestos como resultado de nuevas tecnologías, métodos, procedimientos o sistemas.
Folch citado por Mondy (1997) opina: “el análisis de puestos proporciona un resumen de deberes y responsabilidades en relación con otros puestos, los conocimientos y habilidades necesarios y las condiciones de trabajo en las que se realiza”. En síntesis, los autores coinciden en afirmar que, con el análisis de puestos se pretende determinar por un lado las tareas, responsabilidades y requisitos que el puesto exige y por otro, los conocimientos y habilidades para desempeñarlo adecuadamente.De tal forma, el análisis de puestos sería un proceso de determinación de las funciones o actividades, responsabilidades y deberes, objetivos y condiciones que debe poseer un puesto y el tipo de persona que contenga las cualidades, cualificación, conocimientos, habilidades y capacidades que le permita desempeñarlo adecuadamente. Ahora bien, todas esas tareas, requisitos, responsabilidades, conocimientos y habilidades son plasmados en documentos básicos y muy útiles para recursos humanos: descripciones y especificaciones de puestos. La descripción del cargo se refiere a las tareas, los deberes y responsabilidades del cargo, en tanto que las especificaciones del cargo se ocupan de los requisitos que el ocupante necesita cumplir. Por tanto, los cargos se proveen de acuerdo con esas descripciones y esas especificaciones. (Chiavenato, 1999)
Mondy y Noe, (1997): “la descripción de puestos es un documento que proporciona información acerca de las tareas, deberes y responsabilidades del puesto. Las cualidades mínimas aceptables que debe poseer una persona con el fin de desarrollar un puesto específico se contienen en la especificación del puesto”.
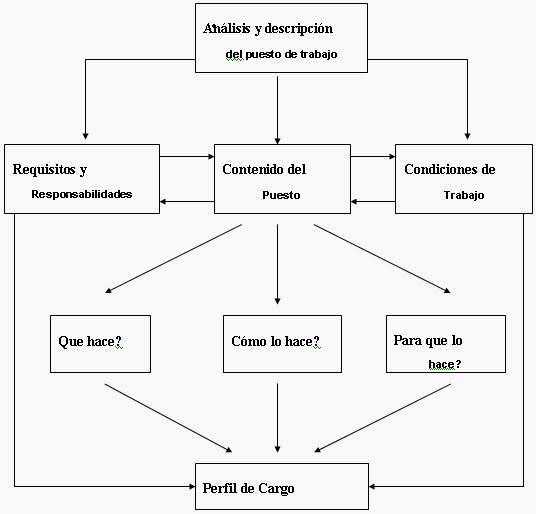
Chiavenato, (1999) añade: “La descripción del cargo es un proceso que consiste en enumerar las tareas o funciones que lo conforman y lo diferencian de los demás cargos de la empresa; es la enumeración detallada de las funciones o tareas del cargo (qué hace el ocupante), la periodicidad de la ejecución (cuándo lo hace), los métodos aplicados para la ejecución de las funciones o tareas (cómo lo hace) y los objetivos del cargo (por qué lo hace). Básicamente, es hacer un inventario de los aspectos significativos del cargo y de los deberes y las responsabilidades que comprende”.Mondy y Noe, (1997): “La especificación del puesto es un documento que contiene las capacidades mínimas aceptables que debe tener una persona a fin de desempeñar un puesto específico. Los aspectos que se suelen incluir en este documento son los requerimientos educacionales, la experiencia, los rasgos de la personalidad y las habilidades físicas. En general, la descripción del cargo presenta el contenido de éste de manera impersonal, y las especificaciones suministran la percepción que tiene la organización respecto de las características humanas que se requieren para ejecutar el trabajo, expresadas en términos de educación, experiencia, iniciativa, etc. Es preciso señalar que en la descripción de puestos debe plasmarse no lo que se hace; ya que lo que se esté haciendo puede que sea erróneo y requiera una revisión; por eso, la descripción del puesto debe estar enfocada al puesto ideal y no a lo que realiza el ocupante.
CONCLUSIONES
De esta manera y con todo lo expuesto hasta aquí, podemos argumentar que es indispensable contar con el análisis de cada uno de los puestos, esto permitiría la posibilidad de obtener todas las características e información relativa a cada uno de los cargos. Además el uso de esta información permitirá establecer la descripción y especificación de cada puesto, y a su vez proporcionará la base para unificar los subsistemas que conforman la gestión de los recursos humanos.
Frecuentemente, se escucha a los empresarios decir que su manual de descripción de puestos no les ha aportado nada. Otros peor aún, que no se necesita el manual de puestos ya que los trabajadores saben con exactitud lo que deben hacer. De cualquier forma, todos concluyen con el mismo resultado, es decir, su manual de descripción de puestos no es importante, ni necesario.
No obstante, como se ha ido describiendo a lo largo del presente trabajo, el acontecer de la vida productiva que presentan y reflejan las empresas en la actualidad, teniendo en consideración los cambios que tanto a nivel macro como en su entorno individual se presentan, nos indica que se presenta un cambio organizacional inevitable, de donde podemos destacar, que para que las empresas logren continuar e incrementar su nivel de ventas, rentabilidad y productividad, que les traería como resultado una consolidación en el mercado y mayor aceptación por sus clientes, es indispensable contar con personal de muy alta calidad y con un elevado grado de compromiso con la empresa; es decir, se debe contar con la persona ideal para cada puesto de trabajo, que cumpla con el perfil y los requerimientos necesarios tal como lo indica el análisis de puestos. “Un buen análisis y descripción de puestos ha de recoger toda la información relativa a los puestos de la organización: el espacio físico, ambiente o entorno de trabajo, herramientas a utilizar, funciones y tareas del puesto, responsabilidades, conocimientos etc.; es decir, todo lo que directamente o indirectamente influye o puede influir en el correcto desempeño de un puesto de trabajo”. Por lo tanto, el análisis y descripción de puestos de trabajo “es un proceso que consiste en determinar mediante un riguroso estudio los elementos o características inherentes a cada puesto”
El análisis de puestos es “conocer todas y cada una de las tareas que ha de llevar a cabo una persona en un puesto de trabajo, así como los requerimientos mínimos para ocupar el mismo, para que sea desempeñado en forma eficaz”